Using 3D Optical Profilometry to Measure Super Smooth Surfaces

At Productivity Quality, Inc. (PQI), we understand the critical role that precise surface measurements play across various industries. That’s why we have made it our mission to create innovative solutions in 3D optical profilometry that help our customers to achieve unparalleled accuracy and efficiency.
This case study explores the use of 3D Optical Profilometry to measure super smooth services.
The Utilization of Super Smooth Surfaces
Smooth and super smooth surfaces are pivotal in many sectors. In the optics industry, products such as lenses and mirrors demand flawless surfaces for optimal performance. The consumer electronics field relies on the exactness of semiconductor wafers and display components, where even minor imperfections can impact functionality. In the medical industry, implants require smooth surfaces to ensure compatibility and minimize friction, enhancing patient outcomes. Similarly, the aerospace, automotive, and advanced manufacturing sectors all depend on the precision of smooth surfaces to meet their rigorous standards for quality and performance.

Measuring techniques can all be classified according to different criteria and fall into two categories:
- Contact
- Non-Contact (Optical)
And, within the Non-Contact (Optical), there are two techniques based on their rastering technique: Single-Point and Imaging. Contact-based options encompass Coordinate Measuring Machines (CMMs) or stylus profilometers. Optical single-point techniques include Triangulation, Confocal, Chromatic Confocal and Interferometry.
Optical Imaging techniques include Holography, Fringe Projection, Focus Variation, Confocal and Interferometry.
Contact techniques can be suboptimal for measuring smooth surfaces due to potential surface damage, limited surface sampling, and relatively slower speeds. And, while single-point imaging approaches won’t damage surfaces, they offer low sampling, which doesn’t provide a complete picture of surface characteristics.
Imaging techniques are the best choice for characterizing smooth surfaces. They offer fast, non-contact measurement capabilities with improved surface sampling. Between the optical imaging techniques of holography, fringe projection, focus variation, confocal and interferometry, we suggest interferometry. We believe it is the best for smooth surface measurement. It delivers superior accuracy and repeatability.
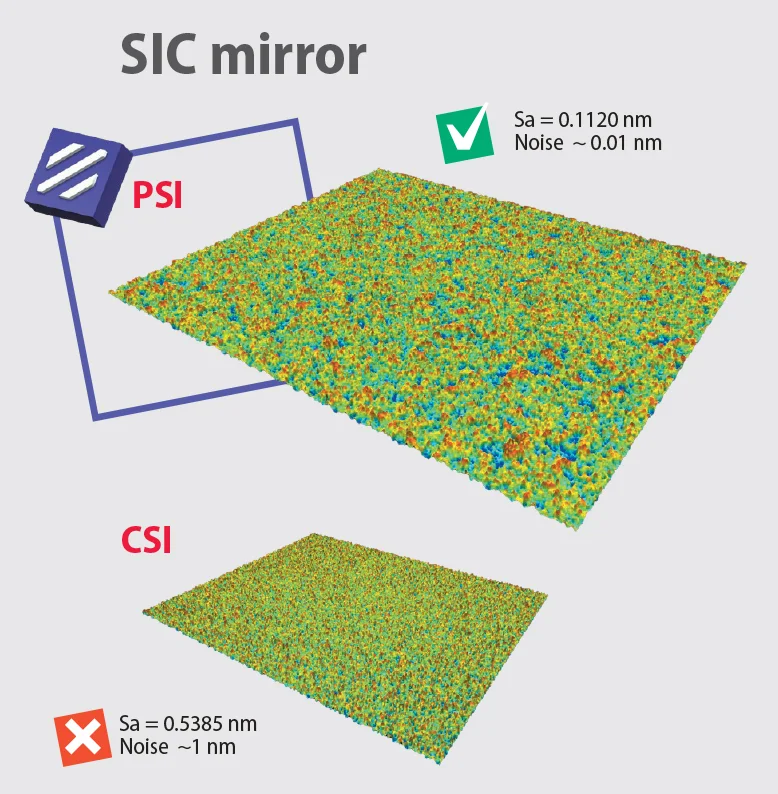
PSI vs CSI
CSI and PSI offer different capabilities. Here is an example involving the measurement of surface roughness on super smooth surfaces. Sensofar measured a silicon carbide mirror with both CSI and PSI. The results are very different, and they can be extracted from the average roughness parameter (Sa).
However, it is crucial to point out that the CSI value lies within the range of noise associated with this technique; however, the measurement’s accuracy is compromised.
PSI offers a significantly lower measurement noise, potentially as low as 0.01 nm. And, in this particular case, the Sa value is well above the background noise, which indicates a more accurate measurement.
This demonstrates why PSI is the preferred technique for measuring surface roughness of super smooth surfaces.
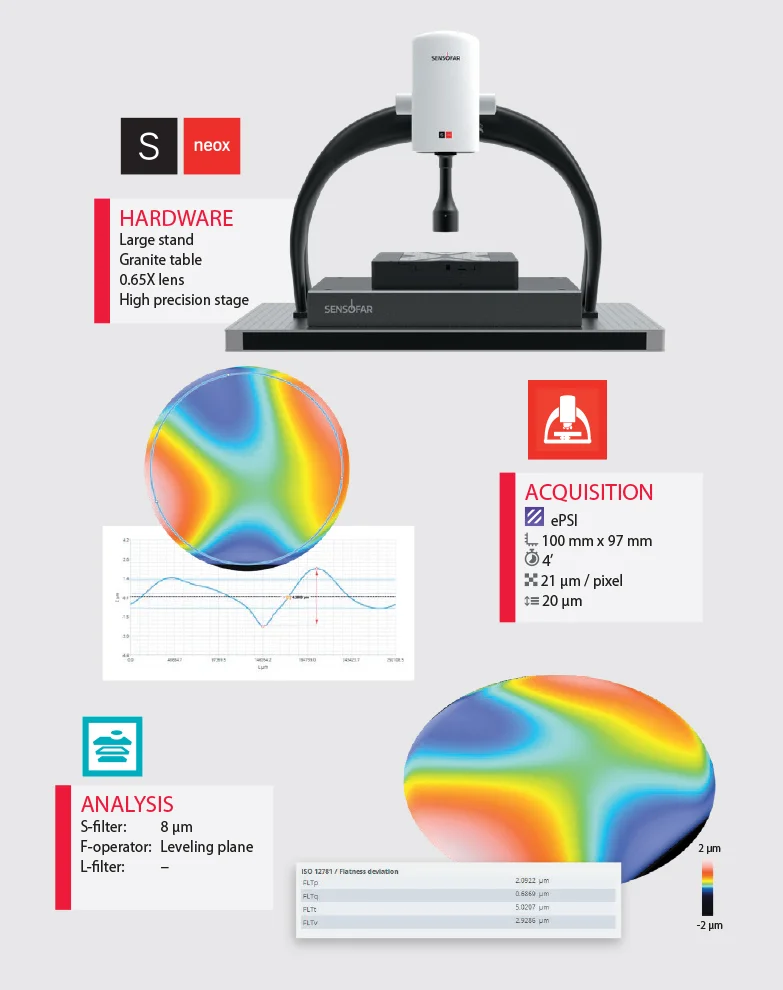
Flatness
Hardware setup plays an important role when measuring flatness. This is because flatness errors of the system are limiting factors for measurements.These errors can stem from the optical system or if image stitching is used, the moving stage.
In this example, Sensofar used a specialized configuration featuring a 0.65X magnification objective lens, a high stand, a granite table, and a high-precision XY stage.
Sensofar used ePSI because it offers the best possible vertical resolution across a wide range.They conducted a scan of a 100 mm diameter wafer in just four minutes. Then, they applied the ISO 12781 standard to assess the flatness, which allowed them to obtain various parameters characterizing the surface.
The hardware Sensofar used was quite significant. The Sensofar lens with 0.65X magnification was the right choice because it offers a generous field of view while maintaining minimal flatness error. It’s also crucial to combine this lens with a high-precision stage to ensure accurate flatness measurements. Using standard stages can introduce errors on the micron scale, which can interfere with the flatness measurement.
Why PQI?
At PQI, our priority is offering superior measurement solutions. The utilization of our non-contact, high-precision techniques across industries exemplifies our commitment to innovation and quality.
PQI’s advanced surface measurement technologies are designed to meet your most demanding challenges, ensuring that your products are not just compliant, but are also at the forefront of technological advancement.
To learn more about how Productivity Quality, Inc. can enhance your product quality through superior measurement technology, contact us today.